

南京开云手机和斯沃仿真软件(jiàn)近日完善了SIEMENS 802DM和SIEMENS 810D/840D M的 几个典型的循环,循环(huán)如下:
CYCLE71——端面铣削;
LONGHOLE——个圆弧上的(de)长(zhǎng)方形孔;
POCKET4——环形凹槽铣(xǐ)削;
POCKET3——矩形凹槽(cáo)铣削(xuē);
SLOT1——一个(gè)圆弧上的(de)键(jiàn)槽(cáo);
SLOT2——环行槽;
现举例几(jǐ)个循环(huán)如下文:
CYCKE71 (_RTP, _RFP, _SDIS, _DP, _PA, _PO, _LENG, _WID, _STA, _MID, _MIDA, _FDP, _FALD, _FFP1, _VARI, _FDP1)
_RTP
| real | 退回(huí)平(píng)面(绝对(duì)) |
_RFP |
real | 基准面(绝对) |
_SDIS |
real | 安(ān)全(quán)距离(加到基准(zhǔn)面(miàn),不输(shū)入符(fú)号) |
_DP |
real | 深度(绝对) |
_PA |
real | 起始点,横坐标(绝对(duì)) |
_PO |
real | 起始点,纵坐标(绝对) |
_LENG |
real | 矩(jǔ)形在第(dì)一轴上(shàng)的(de)长度,增量。 由符号(hào)给出此角(由此角标注尺(chǐ)寸) |
_WID |
real | 矩形在第二轴上的长(zhǎng)度,增量。 由符号给出此角(由此角标注尺寸) |
_STA |
real | 矩形纵向轴和平面(miàn)第一轴之间的夹角(横坐标,不输入符号) 值范围:0° ≤ _STA < 180° |
_MID |
real | 最大(dà)进刀深(shēn)度(不输入符号) |
_MIDA |
real | 在平(píng)面中进行剥(bāo)离时最大的进刀宽度(dù),作为数值(不输入符号) |
_FALD |
real | 深(shēn)度方向精加工余量(增量,不输入(rù)符(fú)号)。在(zài)精加(jiā)工(gōng)加工方式中_FALD表(biǎo)示平面 中(zhōng)的剩余材料 |
_FFP1 |
real | 表面(miàn)加(jiā)工的进给 |
_VARI |
integer | 加工方式:(不(bú)输入符号)个位: 值: 1=粗加(jiā)工 2=精加工 十位:值: 1.平行于横坐标,在(zài)一个方(fāng)向 2.平行于(yú)纵坐标,在一个方向 3.平行于横(héng)坐标,方向交替 4.平行于纵坐标,方向(xiàng)交替 |
_FDP1 |
real | 在平面横(héng)向(xiàng)进给方向溢出行程(增(zēng)量,不输入符号) |
使用(yòng)循环CYCLE71可以铣(xǐ)削任(rèn)意(yì)一个(gè)矩形平(píng)面。该循环区分粗加工(分(fèn)几步对平面进行粗加工,直(zhí)至精加(jiā)工雨(yǔ)量)和精加工(对(duì)平面进行一次(cì)铣削)。在宽度(dù)和深(shēn)度方面可以规(guī)定最大的进(jìn)刀。该循环不带铣刀(dāo)半径补偿进行加工。空运行时(shí)执行(háng)深度加工。
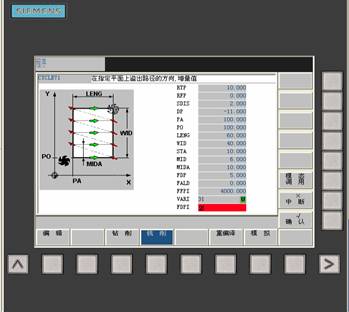
图1-1
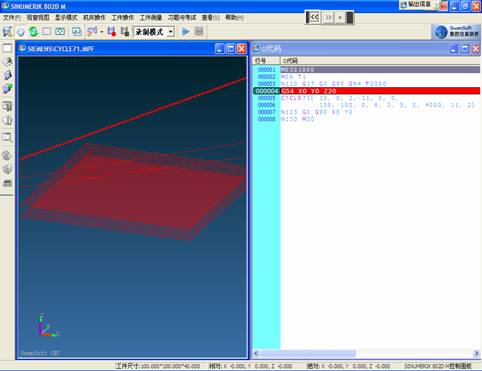
图1-2
注:开云手机和斯沃近日推出的软件附带工具(SGD)——可视化(huà)数控(kòng)代码调试工具(jù)
SWANSC G-code debug tool (简称(chēng)SGD)是斯(sī)沃(wò)数控仿真软件近日推出可(kě)以简单、直(zhí)观(guān)、快速地调试(shì)仿真数(shù)控代码的简(jiǎn)易而高效的内置工(gōng)具。SGD帮助您快(kuài)速、准确地调(diào)试G代码(mǎ),并且可以直观(guān)地检查各指令的格式。有了(le)SGD,您甚至可以检查(chá)每一句G代码,并在可视化的三维图(tú)形环境中检查(chá)每一(yī)句代码对应执行的(de)轨迹。 SGD支持FANUC 、SIEMENS 、华中数控 、三菱(líng)等(开云手机和斯沃数控仿真系统的十一(yī)大类(lèi))ISO 等多种数控系统内核(hé)代(dài)码。
M03S1000
M06 T1D1
N110 G17 G0 G90 G94 F2000
G54 X0 Y0 Z20
CYCLE71( 10, 0, 2,-11, 0, 0,
100, 100, 0, 6, 3, 5, 0, 4000, 11, 2)
N125 G0 G90 X0 Y0
N130 M30
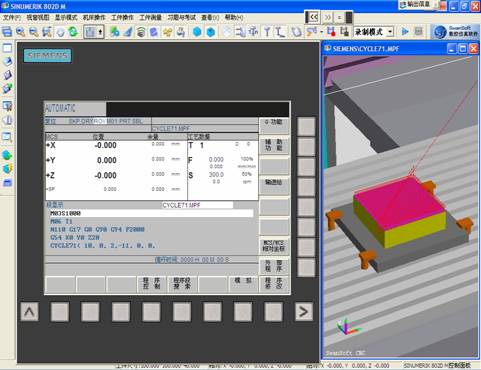
图1-3
POCKET3 (_RTP, _RFP, _SDIS, _DP, _LENG, _WID, _CRAD, __PA, _PO, _STA, _MID, _FAL, _FALD, _FFP1, _FFD, _CDIR, _VARI, _MIDA, _AP1, _AP2, _AD, _RAD1, _DP1)
该循环可以用于粗加(jiā)工和精加工。 在精(jīng)加工时要求一(yī)个端面铣刀。
深度方(fāng)向(xiàng)进刀(dāo)始终从凹槽中心点开始,或者在那儿垂直进行;因此在(zài)此位置可以先预钻削孔。
| _RTP | real | 退回平面(绝对) |
| _RFP | real | 基准(zhǔn)面(绝对) |
| _SDIS | real | 安全(quán)距离(加到基(jī)准面,不(bú)输入符(fú)号) |
| _DP | real | 凹槽(cáo)深度(dù)(绝(jué)对) |
| _LENG | real | 凹槽长度,在标注拐角尺寸时带符号 |
| _WID | real | 凹槽宽度,在标注拐角尺寸时带符号 |
| _CRAD | real | 凹槽拐(guǎi)角半径(不输入(rù)符(fú)号) |
| _PA | real | 凹(āo)槽基(jī)准(zhǔn)点,横(héng)坐标(绝对) |
| _PO | real | 凹槽基(jī)准点,纵坐标(biāo)(绝对(duì)) |
| _STA | real | 凹槽(cáo)纵向轴和平面第一轴之间的夹角(横坐标,不输入符(fú)号(hào)); 值范围:0° ≤ _STA < 180° |
| _MID | real | 最大进刀深度(不输入(rù)符号(hào)) |
| _FAL | real | 槽边缘的(de)精加工余(yú)量(不输入符号) |
| _FALD | real | 底部精加工余量(不输入符(fú)号) |
| _FFP1 | real | 表面(miàn)加(jiā)工的进(jìn)给 |
| _FFD | real | 深度方向的进(jìn)给 |
| _CDIR | integer | 铣削方向:(不输入符号)值: 0=同(tóng)向铣(xǐ)削 (与主轴(zhóu)转向一(yī)致) 1.逆向铣削 2.用 G2 (与主轴(zhóu)转向无关(guān)) 3.用(yòng) G3 |
| _VARI | integer | 加工方式:(不输入符号(hào)) 个(gè)位: 值: 1=粗加(jiā)工 2=精加工 十位: 值: 0=以G0垂直于凹槽中心 1.以(yǐ)G1垂(chuí)直(zhí)于凹槽中心 2.以螺旋轨迹 3.以凹槽纵向轴摆动 下面的参(cān)数可以选择进行规(guī)定,它(tā)们确(què)定插入方案(àn)以及扩孔时的搭接: (不输入符号) |
| _MIDA | real | 在平面中扩孔时最大的进刀宽度,作为(wéi)数值(zhí) |
| _AP1 | real | 毛坯尺寸,凹(āo)槽(cáo)长度 |
| _AP2 | real | 毛坯(pī)尺寸,槽宽度 |
| _AD | real | 毛坯尺寸(cùn),槽到基准面的深度(dù) |
| _RAD1 | real | 在插入时(shí)螺(luó)旋轨迹半径(与刀具中心点轨迹有关)或者摆动运动(dòng)时最大(dà) 的再入(rù)角 |
| _DP1 | real | 每360°旋转(zhuǎn)时插入深度(dù),在螺旋轨迹上 |
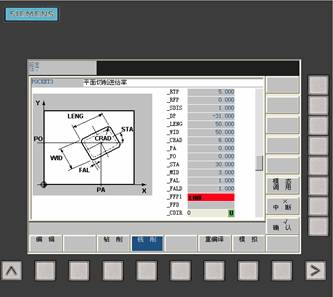
图2-1
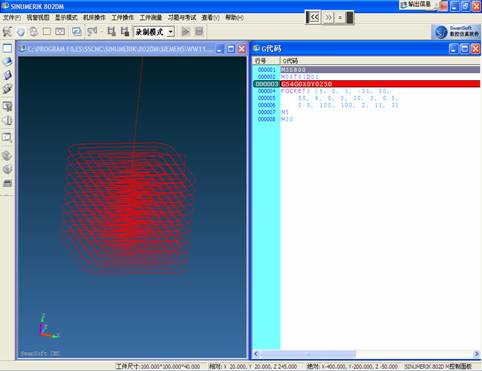
图2-2
M3S800
M06T01D01
G54G0X0Y0Z50
POCKET3 (5, 0, 1, -31, 50,
50, 6, 0, 0, 30, 3, 0.5,
0.5, 100, 100, 2, 11, 3)
M5
M30
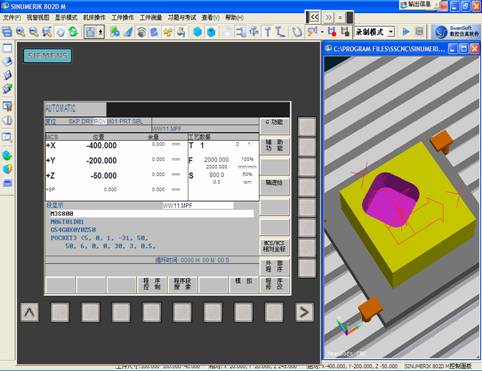
图2-3
SLOT2 (RTP, RFP, SDIS, DP, DPR, NUM, AFSL, WID, CPA, CPO, RAD, STA1, INDA,
FFD, FFP1, MID, CDIR, FAL, VARI, MIDF, FFP2, SSF, _FFCP)
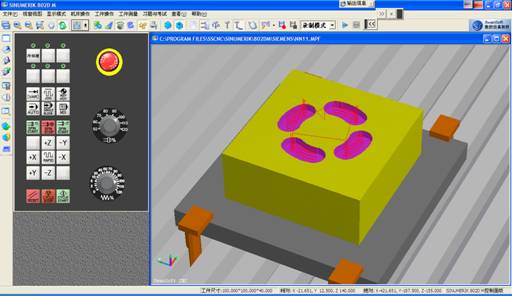
循环SLOT2是一个(gè)组合的粗加工-精加工循环。使用(yòng)该循环您可以加工环形(xíng)槽,这些(xiē)槽(cáo)位于一(yī)个圆弧上。
| _RTP | real | 退回(huí)平面(绝对(duì)) |
| _RFP | real | 基准面(绝对) |
| _SDIS | real | 安全距离(不输入符(fú)号) |
| _DP | real | 键槽深度(dù)(绝对) |
| _DPR | real | 相对于基准面的键槽深度(不输入符号) |
| _NUM | integer | 键槽数量 |
| _AFSL | real | 用于键槽长(zhǎng)度的角度(不输入符号(hào)) |
| _WID | real | 环形槽宽(kuān)度(不输入符(fú)号(hào)) |
| _CPA | real | 圆弧的(de)圆心,横坐(zuò)标(绝对) |
| _CPO | real | 圆弧的圆(yuán)心,纵(zòng)坐(zuò)标(绝对) |
| _RAD | real | 圆弧半径(不输入符(fú)号) |
| _STA1 | real | 起始角 |
| _INDA | real | 增量角度 |
| _FFD | real | 深度方(fāng)向的进给 |
| _FFP1 | real | 表面加工的进给 |
| _MID | real | 个(gè)横向进给的最(zuì)大进刀深度(不输入符号) |
| _CDIR | integer | 环(huán)形槽(cáo)加工的铣削(xuē)方向值: 2. (用于 G2) 3. (用于 G3) |
| _FAL | real | 键槽边缘的精加工余(yú)量(不输入符号) |
| _VARI | integer | 加工方式 个位: 值: 0=综合加工 1=粗加工(gōng) 2=精(jīng)加(jiā)工 十位 (自软件(jiàn)版本 SW 6.3起) 值: 0=以G0并(bìng)在直线(xiàn)上由槽到槽的定位 1=以进(jìn)给(gěi)并在环形轨道上由槽(cáo)到槽的定位 |
| _MIDF | real | 精加(jiā)工最大进刀深(shēn)度 |
| _FFP2 | real | 精加工进给 |
| _SSF | real | 精加工时(shí)速度(dù) |
| _FFCP | real | 中间定位(wèi)进给,环形轨道,单位毫米/分钟(zhōng) |

图(tú)3-1
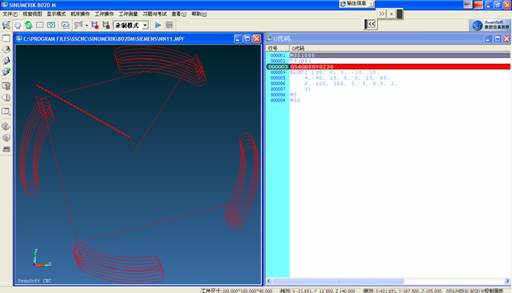
图3-2
T01D01
G54G0X0Y0Z20
SLOT2 (10, 0, 5, -10, 10,
4, 40, 15, 0, 0, 25, 60,
0, 100, 100, 3, 3, 0.5, 2,
3)
M5
M30
图(tú)3-3

